製造業の現場改善③~対策から標準化までの流れ~
製造業の現場改善③~対策から標準化までの流れ~
前回は、現場の改善ストーリーと呼ばれる改善ステップについて紹介させて頂きました。今回は前回の続きとして、改善ストーリーのプロセスのうち、対策案を立てるところから、標準化までの流れについて紹介します。
Ⅰ.事例企業の概要
今回の事例企業はA社というメーカーで、加工本数が鋳造本数に追いつかず、加工がボトルネックとなっていた。1日当たり生産本数で比較すると、加工本数(629本)が鋳造本数(706本)に対して76本不足しており、月当たり生産本数では2,280本不足している。
図表1 C工場:工程の概要
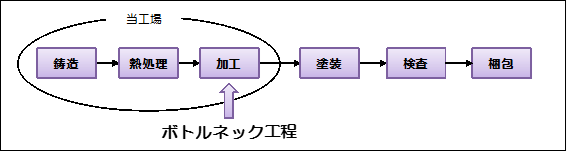
※塗装工程以下の工程は加工能力以上に生産性が高くなっている。
図表2 C工場:2007年4月~12月の2ライン1日当たり生産本数
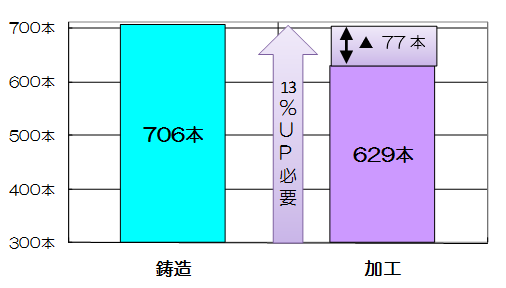
図表2の通り、加工機の生産能力が明らかに劣っており、不足分は外注で賄っている状況である。従って、今回のプロジェクトは加工機の稼働率改善がテーマとなった。
Ⅱ.現場の状況(前々回からのおさらい)
1.前々回のおさらい(改善ストーリーのSTEPⅠ)
前々回は、①ワークサンプリングを実施したことで、チョコ停が大きな停止要因であることが分かった、②チョコ停時間が反映されない旧稼働率を見直し、チョコ停ロスを示す新稼働率を管理指標にした、という2点について紹介した。チョコ停ロスを顕在化させたことで、稼働率は図表3のようになった。
図表3 旧稼働率と新稼働率の比較(加工ラインⅠ:1ヶ月分データ)

※チョコ停とは「チョコっと停止」する状態を指す。本格的な故障ではなく、一時的なトラブルのため設備が停止する状態で、自動運転設備が無人運転できない最大の要因である。
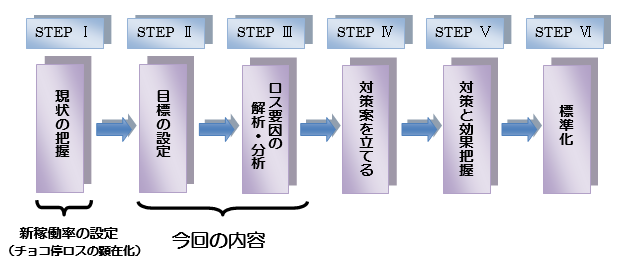
図表4 ロス改善のステップ
2.前回のおさらい(改善ストーリーのSTEPⅡ、Ⅲ)
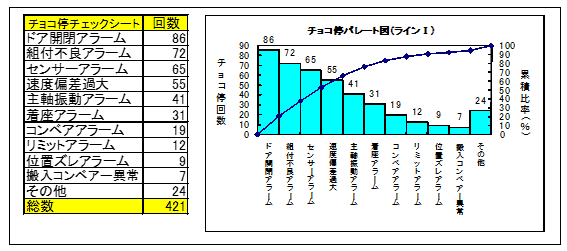
前回は、①稼働率改善プロジェクトの組織化を図り、目標を設定したこと、②チョコ停の現象面を層別にしたチェックシートを導入し、パレート図を作成してロス要因の分析を行った、という2点について紹介した。
図表5 目標の設定(データ取得開始後1ヶ月)
図表6 加工ラインⅠ:チョコ停チェックシート及びパレート図
Ⅲ.STEPⅣ「対策案を立てる」
現場で発生しているロスを正しく把握できる管理指標を用いた上で、重点的に改善すべきロスを明らかにすることが、前回までの内容である。ここまでデータが揃って、改善活動に取り組むことができる。
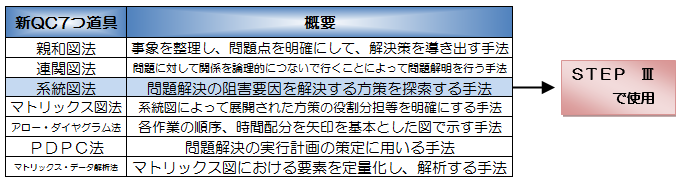
パレート図を作成すれば、重点的に対策を打つべき要因が明らかとなる。まずは上位3項目を重点対策項目として、絞り込んだ上で改善に取り組んでいく。ここで使うツールが「新QC7つ道具」である。前回紹介した従来の「QC7つ道具」は、数値解析が主流であったのに対して、「新QC7つ道具」は問題を整理し、具体的な方策を導き出すときに使用される。
その「新QC7つ道具」のうち、今回は系統図法を使用した。系統図法とは問題解決の阻害要因に対して、実行可能なレベルの方策を導き出すための手法である。系統図法の具体例として、単純化したものが図表8である。
図表7 新QC7つ道具
図表8 系統図法の具体例
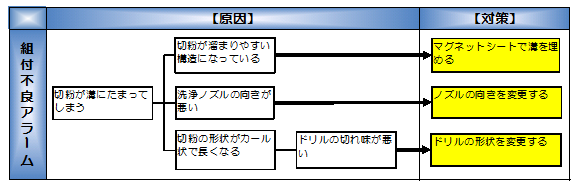
図表8のように、チョコ停回数の上位3項目について、系統図法によりそれぞれ行うべき対策を明らかにしていった。また改善が進めば、その要因から発生するチョコ停が減少し、上位項目はその他の要因へとシフトする。そうなれば、改善対照となる要因を変更し、対策を打つというサイクルを続けていった。
また何をいつまでに誰が行うといった、5W1Hも明確にして、各メンバーに責任を持たせることも必要である。
Ⅳ.STEPⅤ「対策と効果把握」
1.モニタリングシステム(効果を共有する仕組み作り)
STEPⅤで重要なのは、STEPⅣで決定した対策の進捗状況とその効果について、プロジェクトメンバー全員で情報を共有化する仕組みを設けることである。週単位でプロジェクトの責任者に現場から報告・連絡・相談がされる仕組みを構築し、進捗状況と効果について管理責任を持たせる。この仕組みが抜けると、現場任せになってしまいがちで改善スピードも上がらないケースが多い。プロジェクト責任者に管理責任を持たせるには、管理するためのモニタリングシステムが必要なのである。
現場改善のモニタリングシステムを構築するもう一つの目的として、成果が出ていることをプロジェクトメンバーが実感し、共有することがある。自分たちが取り組んでいることの効果が出ていると実感したとき、さらなる改善へのモチベーションへとつながるのである。
2.半年間の結果
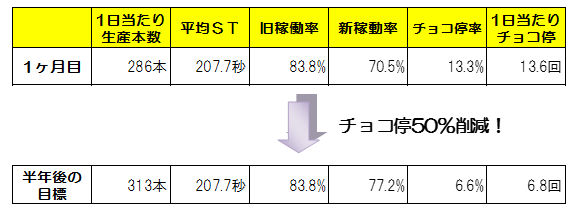
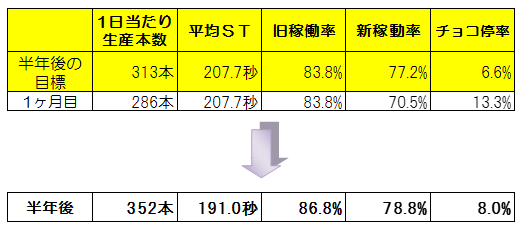
半年間の成果は図表9の通りである。チョコ停率が13.3%から8.0%まで減少し、目標にはまだ1.4ポイント足らないものの、大きな成果をあげることができた。また平均サイクルタイムも207.7秒から191.0秒に削減されているが、プロジェクトの中で適正なサイクルタイムに挑戦していったことも大きい。チョコ停は基本的に機械トラブルであることから、チョコ停を削減することは、様々な相乗効果を生むことになる。
図表9 半年間の結果
Ⅴ.STEPⅥ「標準化」
今後の課題として、今回の仕組みを標準化していくことである。効果があった対策という作業レベルの標準化も当然大切だが、より重要なのはこの現場改善の仕組み自体を標準化してしまうことである。
社内に現場改善の仕組みがない場合、その現場はリーダーの質によって左右される。この仕組みを有効活用できるかどうかは、リーダーの質によって上乗せ分は異なるものの、一定の質を保ったうえでのことである。まずは一定の質を保てる仕組みを標準化することが重要である。具体的には以下の2点になる。
1.モニタリングシステム
Ⅳで紹介した通り、プロジェクトメンバーが改善の進捗状況と効果を、情報として共有化する仕組みである。現場の状況を週1回のペースでプロジェクト責任者に報告する仕組みを作り、週単位でPDCAサイクルを回せるようにする。したがって、現場から報告させるためのフォーマットも作成しなければならない。特に対策の進捗状況と、その効果は最低でも分かるフォーマットにする。
2.改善ストーリー
今回はチョコ停の改善が中心の話だったが、他の問題を解決する場合も全く同じ要領で進めることが可能である。この改善ストーリーを社内で徹底することで、現場のリーダーが変わっても問題解決へのアプローチの質が落ちなくなる。最後に各STEPにおいてポイントとなることをまとめたので、参考にして頂きたい。
(1)STEP0(ゼロ):「コミュニケーションと問題の共有化」
■現場と現場リーダー、現場リーダーとプロジェクト責任者の間に信頼関係があること
(2)STEPⅠ:「現状の把握」
■潜在化しているロスを洗いざらい顕在化させること
(3)STEPⅡ:「目標の設定」
■数値目標を明らかにすること
(4)STEPⅢ:「ロス要因の解析・分析」
■重点対策項目を明らかにすること
(5)STEPⅣ:「対策案を立てる」
■5W1Hを明らかにすること
(6)STEPⅤ:「対策と効果把握」
■モニタリングシステムを構築し、プロジェクト責任者に管理責任を持たせると同時に成果をプロジェクトメンバーで共有すること
(7)STEPⅥ:「標準化」
■効果がでた対策の作業レベルの標準化と、現場改善の仕組み自体を標準化すること
以上