製造業の現場改善②~QCストーリー~
製造業の現場改善②~QCストーリー~
前回はロスを顕在化させる重要性について紹介させて頂きました。これはQCストーリーと呼ばれる改善ステップの第1歩です。現場改善はQCストーリーに基づいて行うことが大切です。QCストーリーは現場改善に必要なステップがしっかり網羅されています。今回はQCストーリーのプロセスに従い、QC7つ道具を使ってロスを顕在化させたデータを取得し、分析をしていくまでのプロセスを紹介します。
Ⅰ.事例企業の概要
今回の事例企業はA社というメーカーで、加工本数が鋳造本数に追いつかず、加工がボトルネックとなっていた。1日当たり生産本数で比較すると、加工本数(629本)が鋳造本数(706本)に対して76本不足しており、月当たり生産本数では2,280本不足している。
図表1 C工場:工程の概要
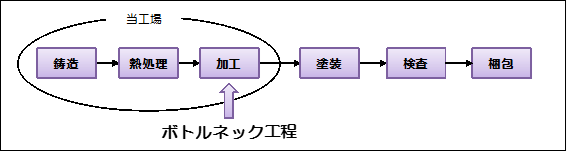
※塗装工程以下の工程は加工能力以上に生産性が高くなっている。
図表2 C工場:2007年4月~12月の2ライン1日当たり生産本数
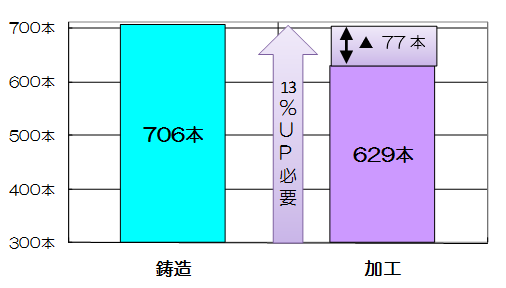
図表2の通り、加工機の生産能力が明らかに劣っており、不足分は外注で賄っている状況である。従って、今回のプロジェクトは加工機の稼働率改善がテーマとなった。
Ⅱ.現場の状況(前回のおさらい)
前回は、①ワークサンプリングを実施したことで、チョコ停が大きな停止要因であることが分かった、②チョコ停時間が反映されない旧稼働率を見直し、チョコ停ロスを示す新稼働率を管理指標にした、という2点について紹介した。チョコ停ロスを顕在化させたことで、稼働率は図表3のようになった。
図表3 旧稼働率と新稼働率の比較(加工ラインⅠ:1ヶ月分データ)

※チョコ停とは、「チョコっと停止」する状態を指す。本格的な故障ではなく、一時的なトラブルのために設備が停止する状態で、自動運転設備が無人運転できない最大の要因である。
Ⅲ.QCストーリーによるロス改善の進め方
ロス改善はやみくもに行っても、効果は薄い。現場のロスを顕在化させ各ロスを定量化した上で、重点項目を絞り込んで分析を行い、対策を打つといった一連のプロセスを踏むことが重要である。この問題解決プロセスは「QCストーリー」と呼ばれている。この「QCストーリー」を社内で徹底することで、現場のリーダーが変わっても問題解決へのアプローチの質が落ちなくなる。
「QCストーリー」のプロセスを上手く使って現場改善が行える現場は、現場の質が高い。いきあたりばったりの現場改善は個人の質に依存するため、誰かが抜けると一気に現場の質も下がってしまうケースが多々ある。それを防ぐためにも「QCストーリー」を徹底させることが重要なのである。具体的なプロセスは、図表4の通りである。
今回の場合、加工ラインは2ラインあるが、新設備で整備技術の確立がされていないため、稼働率の低い加工ラインⅠ(1ヶ月間の実績:旧稼働率83.8%、新稼働率70.5%、チョコ停率13.3%)を改善対象としている。
図表4 ロス改善のステップ
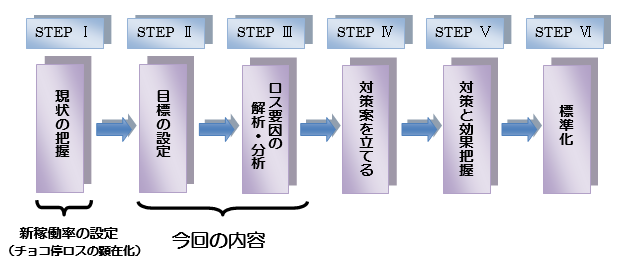
前回の内容は、チョコ停ロスを反映させた管理指標を用いることがテーマであり、QCストーリーのSTEPⅠに当たる。現場改善はSTEPⅠで潜在化しているロスを、いかに顕在化させるかが大切であると述べた。今回は、STEPⅡの「目標の設定」からSTEPⅢの「ロス要因の解析・分析」までを紹介する。
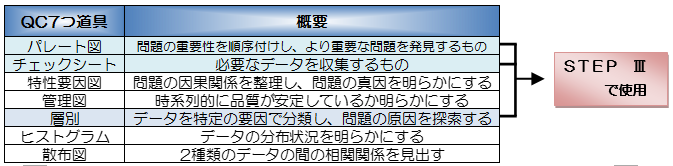
また「QCストーリー」のプロセスにおいて、使用するツールが、「QC7つ道具」である。「QC7つ道具」とは、品質の現状・課題を視覚的に整理するためのツールである。この中から今回は、STEP3においてパレート図とチェックシートを使用している。
図表5 QC7つ道具一覧
Ⅳ.STEPⅡ「目標の設定」
1.プロジェクトの組織化
STEPⅠにより現状を把握し、課題が絞り込まれたら、次はプロジェクトの組織化を図り、目標を設定する。STEPⅡで大切なことは、
■プロジェクトの責任者を明確にすること
■改善に必要なメンバーを集め、問題を共有化すること
■各プロジェクトメンバーの役割を明らかにして、管理責任を明確にすること
■現場から、現場リーダー、責任者、トップという縦の情報の流れ(PDCAサイクル)を仕組みとして構築すること
今回の事例では、特にプロジェクトの責任者が積極的にリーダーシップを図ったことで、問題をメンバーで共有化でき、各メンバーが自らの責任を果たすようになったことで、改善活動を進めることが可能になった。
2.コミュニケーションの必要性
ただし注意しなければならないのは、プロジェクトが進むかどうかは、現場と現場リーダー、現場リーダーとプロジェクト責任者の間に信頼関係があることが前提である。現場にいきなり合理的なアプローチで改善活動を頼んでも、「~で忙しいから出来ない」「このやり方で昔からやってきたから、今更変える必要がない」など、出来ない理由を並べられて、全く改善が進まない場合もある。つまり、改善活動の前提はコミュニケーションであり、押し付けの改善活動からは効果は生まれない。
3.目標の設定
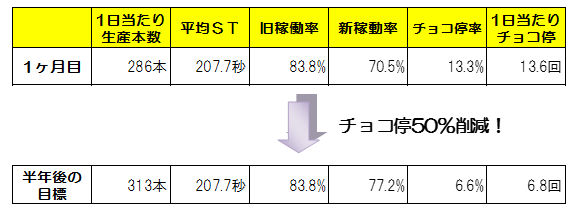
今回は半年間をこのプロジェクトの期間とし、チョコ停の発生を半分に抑えることで、稼働率を約77.2%まで引き上げ、1日当たり生産本数を313本と設定した。
図表6 目標の設定(データ取得開始後1ヶ月)
Ⅴ.STEPⅢ「ロス要因の解析・分析」
1.パレート図の作成
目標を設定したら、次はロス要因の解析・分析に入る。そこで「QC7つ道具」のうち、重要なツールとしてパレート図がある。パレート図とは、職場の問題を原因別・現象別に分類し、その件数や金額の大きさの順に並べた棒グラフと、累積の折れ線グラフを組み合わせたものである。パレート図を作成することで、重点的に改善すべきロス要因を明らかにすることができる。今回は、チョコ停を現象別に分類し、その回数の多さでパレート図を作成することとした。
2.チョコ停の層別チェックシートの作成
一口にチョコ停と言っても、その中身は様々な要因から発生しており、内容が明確にならなければ何から対策を打てばいいかが分からない。従ってチョコ停の中身を層別に把握し、パレート図の作成ができるよう、以下の方法によりデータを取得した。
(1)チョコ停の定義付け
今回のプロジェクトでは、20分以内の設備トラブル停止をチョコ停と定義した。
(2)データの取り方
現状では、現場の作業員にチョコ停の度にその回数を手書きしてもらう方法しかない。しかし作業員に極力負荷がかからないようにするため、チョコ停の層別チェックシート(図表7参照)を作成し、作業員はチェックマークのみを記入することとした。
これによりチョコ停の中身を顕在化し、パレート図を作成することで重点対策項目を明確にすることができる。
(3)現場との信頼関係が前提
チョコ停のデータ取りは、現場が今回のプロジェクトに協力的かどうかが、大きな鍵であった。現場が非協力的な場合、「忙しい」「意味がない」等の反発を受け、チョコ停を層別に把握することは不可能であった。しかし、プロジェクトの組織化を綿密に行い、現場と現場リーダーの中で信頼関係があったからこそ、データを取得することが可能であった。
3.パレート図によりチョコ停を分析する
2のチョコ停モニタリングシートが現場からあがるようになれば、チョコ停のパレート図を作成することが可能になる。図表7がそのパレート図となる。
図表7 ラインⅠ:チョコ停チェックシート及びパレート図
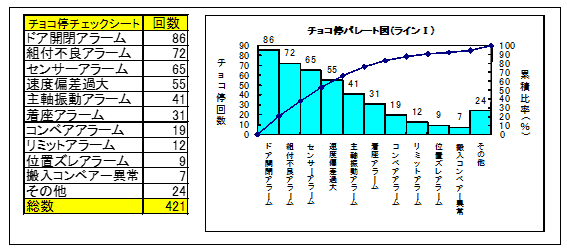
図表7から、重点的に対策を打つべき要因が明らかとなった。まずは上位3項目を重点対策項目として、絞り込んだ上で改善に取り組んでいく。この上位3項目のチョコ停を70%削減出来れば、チョコ停を156回削減することができ、全体で37.1%の削減効果を生むことになる。
このように、層別データを取りパレート図を作成することで、どのチョコ停から改善していくかを把握することが可能になり、現場改善を進められるデータが一通り揃ったことになる。
Ⅵ.今後の課題
現場改善はQCストーリーに乗っ取って、丁寧に進めていくことが重要である。その場その場に応じて事後処理的に現場改善を進めているようでは、個人の質(特にリーダー)に現場が左右され、組織的に現場の質を高めることはできない。
前回はQCストーリーの最初のステップ「現状の把握」であり、その中でも特にロスを厳しい姿勢で洗い出すことの重要性を紹介した。今回はその次のステップである「目標の設定」「ロス要因の解析・分析」について紹介した。いわばここまでが現場改善に必要な情報であり、これらが揃って効率的に効果が大きい現場改善に取り組むことができる。
次回は製造業の現場改善シリーズ最終回となり、対策案を立てるところから標準化していくまでを紹介する。
以上